
In the global wave of industrial upgrading, green manufacturing and high-quality infrastructure construction, a widely used inorganic colorant with outstanding stability is becoming an indispensable core material for multiple industries. Iron Oxide Pigment, a high-performance inorganic pigment mainly composed of iron oxides, is shifting from a traditional basic colorant to a high-stability, eco-friendly functional coloring material widely used in construction, coatings, plastics, rubber, paper making, art coloring and other fields. Known as the “industrial universal coloring core”, it is not only a conventional color additive, but also a high-quality coloring solution integrating safety, environmental protection and durability, showing unique value in color stability, weather resistance, low carbon and high-value application.
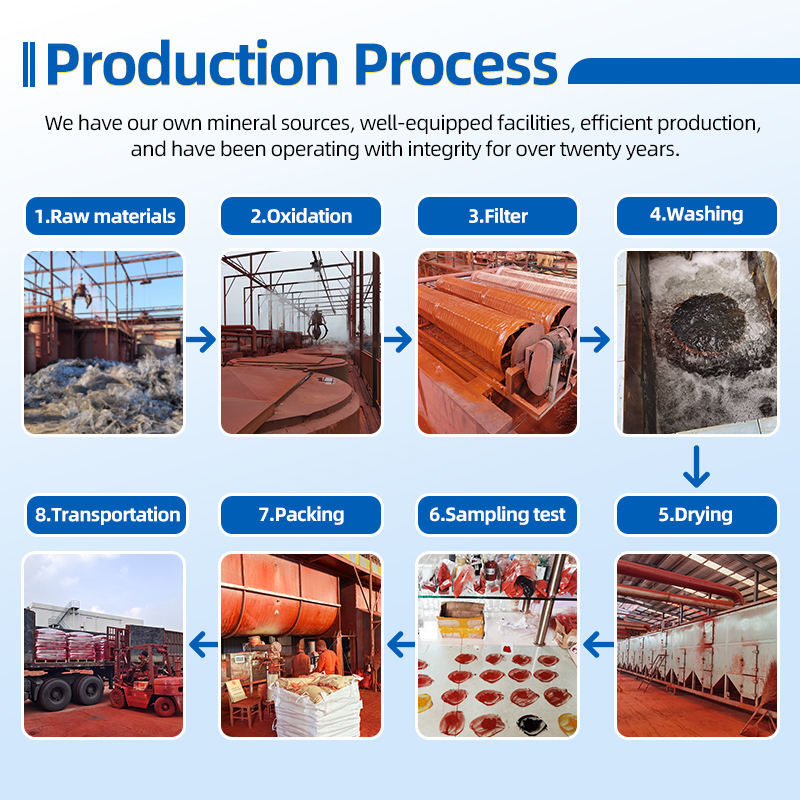
The core advantage of iron oxide pigment lies in its excellent coloring stability and strong environmental adaptability. Made from high-grade iron ore raw materials through advanced oxidation, purification and ultrafine grinding processes, it features uniform particle size, high tinting strength, good dispersibility and bright color presentation. Rich in red, yellow, black, brown and other complete color systems, it can be flexibly matched to meet diversified industrial coloring needs, with natural light resistance, heat resistance, weather resistance and chemical corrosion resistance, not easy to fade or discolor under long-term sunlight, high temperature or harsh outdoor environment. Its production adopts closed-loop clean processing technology, with low emission, no heavy metal precipitation, safe and non-toxic, in line with EU environmental standards and global green production requirements. The characteristics of high temperature resistance, non-migration and long-lasting color retention make it a typical eco-friendly industrial pigment, highly compatible with the global “double carbon” goal and sustainable industrial development concept.
With its wide adaptability and reliable coloring performance, iron oxide pigment provides stable and efficient coloring solutions for various industries. In the construction sector, it is widely used in colored asphalt, colored concrete, permeable bricks, terrazzo and exterior wall coatings, with color retention rate of more than 95% for 10 years of outdoor use, significantly improving the appearance and service life of construction projects. In the coatings industry, it serves as the main colorant for water-based coatings, anti-corrosion coatings and architectural coatings, with good compatibility, strong covering power and no floating color, effectively improving coating quality and reducing rework rate. In plastics, rubber and paper industries, it provides safe and stable coloring for plastic particles, rubber products and colored paper, with no pollution to products and stable performance during processing. In artistic coloring, cosmetics and ink fields, its high purity and non-toxic characteristics make it a preferred choice for high-end coloring, meeting strict safety and aesthetic requirements.
At present, driven by technological upgrading and global market demand, the iron oxide pigment industry is entering a stage of high-quality and high-value development. With the breakthrough of ultra-fine grinding, surface modification and low-carbon synthesis technologies, iron oxide pigment products have evolved from single conventional products to high-dispersibility, high-temperature-resistant and high-color-value customized products, accurately matching the high-end needs of various industries. Intelligent production lines such as automatic batching, online particle size detection and closed-loop recovery have improved production efficiency by 35%, reduced product color difference rate to less than 1.5%, and greatly enhanced product stability and consistency. As a major producer and exporter of iron oxide pigment, China has abundant high-quality iron ore resources and a complete industrial chain from raw material mining, deep processing to terminal sales, with annual output leading the world and products exported to Europe, America, Southeast Asia, Africa and other regions. High-value-added products such as high-temperature resistant pigments and nano-grade iron oxide pigments are accelerating replacement of traditional low-end products, promoting the industry towards high-end, green and intelligent direction.
Driven by the dual trends of global infrastructure expansion and industrial green upgrading, the strategic position of iron oxide pigment is increasingly prominent. It perfectly fits the development needs of industrial coloring, engineering durability and environmental protection production, providing strong color support for the upgrading and innovation of various industries. It is estimated that by 2030, the global iron oxide pigment market size will exceed 3.8 billion US dollars, and the Chinese market will exceed 5 billion yuan, with high-value-added customized products accounting for more than 45%. From a basic color additive to a construction color “fixer”, a coating quality “booster” and an industrial coloring “core”, iron oxide pigment is breaking application limitations, proving that inorganic pigments can not only provide stable coloring for industries, but also inject lasting power into green and high-quality development. It is no longer a single industrial auxiliary material, but a key functional material for building a colorful, low-carbon and high-performance modern industrial system, helping global industries move towards a more stable, environmentally friendly and high-value future.








Post time: May-06-2026